I processi di pressocolata e lavorazione meccanica del getto si possono definire come 2 dei processi più diffusi per la fabbricazione di parti metalliche. È importante sapere però che per ottimizzare il risultato finale di un getto pressofuso lavorato è necessario integrare i 2 processi fin dalla progettazione del componente stesso.
Per questo motivo oggi vi trasmetteremo alcuni concetti chiave per capire quando è necessaria la lavorazione e quali accorgimenti sono necessari sul getto grezzo per l’integrazione della lavorazione stessa.
Innanzitutto vorrei partire fornendo una breve descrizione dei 2 processi:
– Pressocolata: la lega di alluminio fusa viene iniettata in pressione in uno stampo apposito che, in seguito al raffreddamento della lega all’interno dello stesso, conferisce al getto la forma della parte che si desidera realizzare.
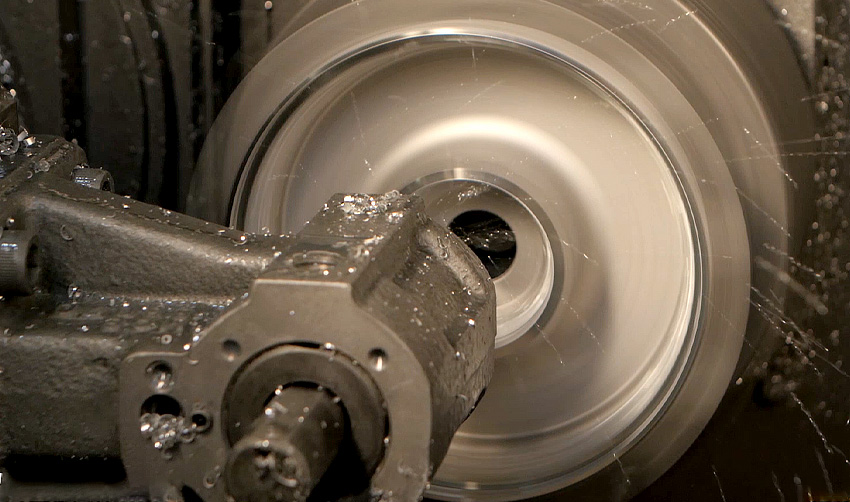
– Lavorazione meccanica: è un processo che tramite l’asportazione di truciolo, con velocità e versatilità, va ad alterare la forma e caratteristiche del materiale seguendo tutte le indicazioni prescritte da un disegno.
L’uso di tecnologia CNC (computer numerical control) e utensileria speciale permettono di massimizzare la precisione, la ripetibilità e l’efficienza della lavorazione stessa. Nel settore della pressofusione, la lavorazione CNC viene utilizzata per modificare le parti in pressofusione e produrre caratteristiche che non possono essere prodotte nello stampo per pressofusione. Questo ci consente di personalizzare le parti in base alle esigenze specifiche dei clienti e di inviare parti pronte per il montaggio.
Per esempio è possibile utilizzare la lavorazione su una parte pressofusa per:
– Ottenere tolleranze più strette;
– Migliorare la rugosità superficiale;
– Forature prodonde;
– Angoli senza raggiature;
La lavorazione a controllo numerico può essere utile inoltre per rimuovere i bordi e gli angoli di sformo, spesso necessari per completare i processi di pressofusione ad alta pressione oppure creare forme particolari non ottenibili da stampo (Sotto squadri). Oltremodo la lavorazione può esser utile per semplificare lo stampo di pressofusione rendendolo conseguentemente più economico. Nello specifico, è possibile decidere di ricavare alcune caratteristiche sul getto (forature radiali) direttamente da lavorazione meccanica, evitando di implementare dei movimenti laterali sullo stampo (maggiori dimensioni dello stampo, Tempo ciclo e pressa maggiori, costo dell’attrezzatura maggiore).
Il grado di lavorazione richiesto può variare in modo significativo da un prodotto all’altro. Ad esempio, le parti meno complesse possono richiedere solamente forature o filettature, cosa che spesso può essere eseguita senza servizi di lavorazione CNC ma con una semplice unità manuale fuori isola di lavoro. D’altra parte, componenti complessi con design particolari o con caratteristiche meccaniche esigenti (componenti automotive, componenti soggetti a tenute meccaniche, ecc.) necessitano di lavorazioni ad alta precisione che possono essere ottenute attraverso il processo di lavorazione CNC.
Came ha un vasto parco macchine che comprende sia unità manuali dedicate a forature e filettature, sia macchine CNC (torni, frese, multipallet 4 o 5 assi) utili ad eseguire lavorazioni complesse con la massima velocità e ripetibilità del processo.
L’ufficio R&D di Came inoltre vi può supportare per determinare quale tipo di processo di lavorazione è più appropriato per i vostri prodotti e può guidarvi durante la fase di design del componente per ottimizzare il getto grezzo e le lavorazioni necessarie per ottenere il componente finito, ottimizzando il flusso di lavoro e conseguentemente il prezzo finale.
Contatti
consulting@came-italy.com
+39 0444 488282










