Mit der Beratung vom Came können Sie die am besten geeignete IVIC-Klasse für Ihr Projekt auswählen.
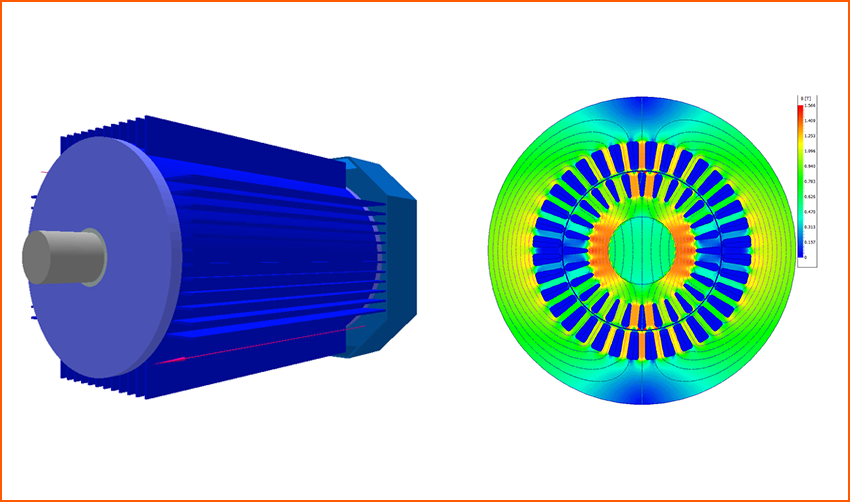
Die IVIC-Klasse (Impulsspannung-Isolationsklasse) definiert die Robustheit der Wicklung des Elektromotors gegenüber impulsartigen elektrischen Belastungen, die von Spannungsumrichtern oder elektronischen Steuerungssystemen vom Typ PWM (Pulsweitenmodulation) erzeugt werden. Referenz ist die Norm CEI EN 60034-18-41, die die Qualifizierungsprüfungen und Tests (PD-Test) zur Bewertung der Konformität der Wicklung mit der Norm (Teilentladungsfreies Isoliersystem) definiert.
Fordern Sie unsere Beratung an
Kein Vorliegen spezifischer Anwendungsbedingungen
Wenn die Anwendung des Motors noch nicht festgelegt ist (z. B. in der Vorentwurfsphase oder bei der Entwicklung einer Mehrzweck-Motorplattform), spielt die Wahl der IVIC-Klasse eine vorausschauende Rolle bei der Motorspeisung mit Spannungsumrichtern.
Unter diesen Bedingungen empfiehlt die Norm CEI EN 60034-18-41 die Klasse C als Mindestanforderung an die Robustheit. Diese Wahl gewährleistet einen angemessenen Sicherheitsspielraum gegen die für Spannungsumrichter typischen impulsartigen Überspannungen und verringert das Risiko einer dielektrischen Verschlechterung und vorzeitigen Ausfälle der Wicklung.
Funktion des PD-Tests
Der Teilentladungstest (PD-Test) überprüft die Fähigkeit der Wicklung, durch die Leistungselektronik verursachte Impulsspannungen (Spikes) auszuhalten. Eine unzureichende Isolierung kann im Laufe der Zeit zu einer dielektrischen Verschlechterung führen, die zu Durchschlägen in der Isolierung und Kurzschlüssen in der Wicklung führt.
IVIC-Klassen und Auswahlkriterien
Die IVIC-Klassen werden in vier Beanspruchungskategorien unterteilt
- Klasse A – gering;
- Klasse B – mittel;
- Klasse C – stark (empfohlen, wenn keine spezifischen Anwendungsbedingungen vorliegen);
- Klasse D – extrem (wird nur in seltenen Fällen mit extrem hohen Überspannungen verwendet).
Die Wahl der Klasse hängt von der Art der Stromversorgung, dem Impulsspannungsprofil, der Schaltfrequenz des Spannungsumrichters und dem etwaigen Vorhandensein eines Verbindungskabels zwischen Motor und Spannungsumrichter ab, das die von der Elektronik erzeugten Störungen verstärken kann.
Wirtschaftliche Aspekte und Beratung
- Klasse A sieht geringere Herstellungskosten vor. In der Regel wird sie bei direkt am Motor montierten Spannungsumrichtern mit geringen Überspannungen verwendet.
- Die Klassen B und C erfordern hingegen teurere Isoliermaterialien und -verfahren sowie strengere Prüfverfahren.
- Die Klasse D schließlich erfordert den Einsatz spezieller Isoliersysteme, die sowohl hinsichtlich der Materialien als auch der Verfahren extrem kostspielig sind. Sie wird nur in Extremfällen empfohlen.
Die Charakterisierung der Wicklung erfordert eine spezielle Untersuchung, die zur Bewertung des verwendeten Isoliersystems erforderlich ist.
Came bietet einen technischen Beratungsservice und Labortests zur Bestimmung der IVIC-Klasse des Produkts und berät den Kunden bei der Auswahl der optimalen Lösung entsprechend der Anwendung und dem erforderlichen Zuverlässigkeitsniveau.

Fabrizio Bardelli
Experte für Forschung und Entwicklung bei Came
consulting@came-italy.com
+39 0444 488282